
Departamento de xestión de equipos, Sinopec Yizheng Chemical Fiber Co., Ltd. 211900
Resumo: Este traballo analiza as causas anormais das grandes unidades turboexpansoras, presenta unha serie de medidas para resolver os problemas e recolle os puntos de risco e as medidas preventivas de funcionamento.Mediante a aplicación da tecnoloxía de eliminación de verniz, elimínanse os posibles perigos ocultos e garante a seguridade intrínseca da unidade.
1. visión xeral
A unidade de compresor de aire da planta de PTA de 60 t/a de Yizheng Chemical Fiber Co., Ltd. está equipada con equipos MAN Turbo de Alemaña.A unidade é unha unidade tres en un, na que a unidade de compresor de aire é unha unidade de turbina de cinco etapas de varios eixos, a turbina de vapor de condensación utilízase como a máquina de accionamento principal da unidade de compresor de aire e o turbo expansor é usado como unidade de compresor de aire.Máquina de accionamento auxiliar.O turbo expansor adopta unha expansión de dúas etapas alta e baixa, cada unha ten un porto de succión e un porto de escape, e o impulsor adopta un impulsor de tres vías (ver Figura 1)
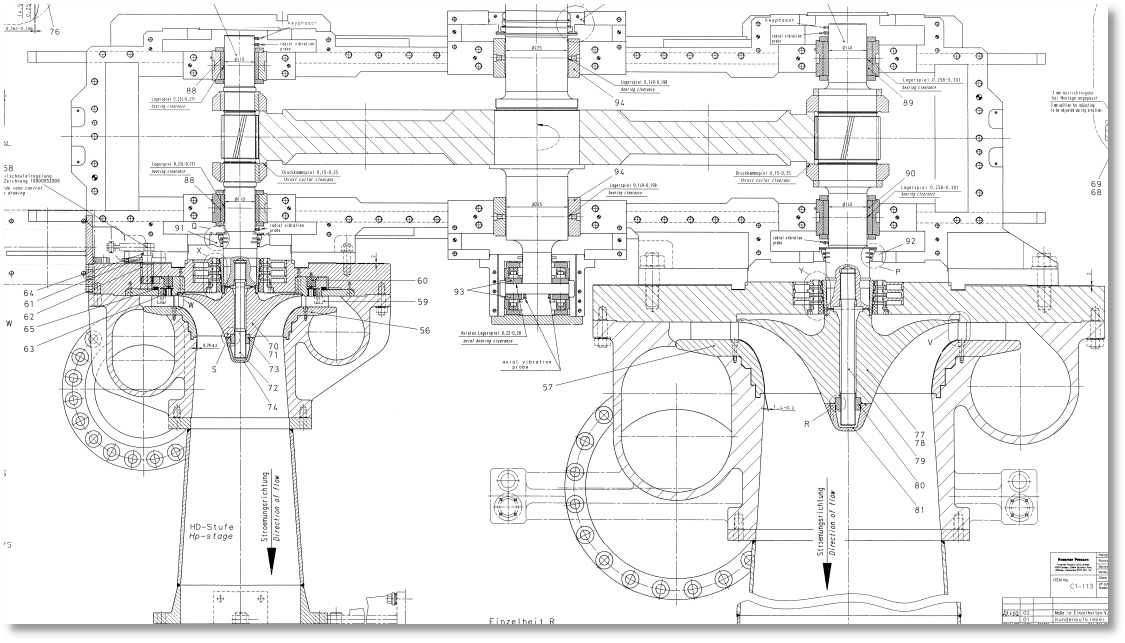
Figura 1 Vista en sección da unidade de expansión (esquerda: lado de alta presión; dereita: lado de baixa presión)
Os principais parámetros de rendemento do turbo expansor son os seguintes:
A velocidade do lado de alta presión é de 16583 r/min e a de baixa presión é de 9045 r/min;a potencia total nominal do expansor é de 7990 KW e o caudal é de 12700-150450 kg/h;a presión de entrada é de 1,3 MPa e a presión de escape é de 0,003 MPa.A temperatura de admisión do lado de alta presión é de 175 °C e a temperatura de escape é de 80 °C;a temperatura de admisión do lado de baixa presión é de 175 °C e a temperatura de escape é de 45 °C;utilízanse un conxunto de almofadas basculantes nos dous extremos dos eixes de engrenaxes laterais de alta e baixa presión. Rodamentos, cada un con 5 almofadas, o oleoduto de entrada de aceite pode entrar en aceite de dúas maneiras e cada rodamento ten un orificio de entrada de aceite. 3 grupos de 15 boquillas de inxección de aceite, o diámetro da boquilla de entrada de aceite é de 1,8 mm, hai 9 orificios de retorno de aceite para o rodamento e, en circunstancias normais, utilízanse 5 portos e 4 bloques.Esta unidade tres en un adopta o método de lubricación forzada do abastecemento de aceite centralizado desde a estación de aceite lubricante.
2. Problemas coa tripulación
En 2018, para cumprir cos requisitos de emisión de COV, engadiuse ao dispositivo unha nova unidade de COV para tratar o gas de cola do reactor de oxidación e aínda se inxectou o gas de cola tratado no expansor.Debido a que o sal de bromuro do gas de cola orixinal se oxida a altas temperaturas, hai ións bromuro.Para evitar que os ións bromuro se condensen e se separen cando o gas de cola se expande e traballa no expansor, provocará corrosión por picaduras no expansor e no equipo posterior.Polo tanto, é necesario aumentar a unidade de expansión.Temperatura de admisión e escape do lado de alta presión e do lado de baixa presión (consulte a táboa 1).
Táboa 1 Lista de temperaturas de funcionamento na entrada e saída do expansor antes e despois da transformación de COV
| NON. | Cambio de parámetros | Transformación do primeiro | Despois da transformación |
| 1 | Temperatura do aire de admisión lateral de alta presión | 175 °C | 190 °C |
| 2 | Temperatura de escape do lado de alta presión | 80 ℃ | 85 °C |
| 3 | Temperatura do aire de admisión lateral de baixa presión | 175 °C | 195 °C |
| 4 | Temperatura de escape do lado de baixa presión | 45 °C | 65 °C |
Antes da transformación de VOC, a temperatura do rodamento lateral non impulsor no extremo de baixa presión foi estable nuns 80 °C (a temperatura de alarma do rodamento aquí é de 110 °C e a alta temperatura é de 120 °C).Despois de que se iniciase a transformación de COV o 6 de xaneiro de 2019, a temperatura do cojinete lateral non impulsor no extremo de baixa presión do expansor aumentou lentamente e a temperatura máis alta estivo preto da temperatura máis alta notificada de 120 °C, pero o os parámetros de vibración non cambiaron significativamente durante este período (ver Figura 2).

Fig. 2 Diagrama do caudal do expansor e da vibración e temperatura do eixe do lado non motor
1 - liña de fluxo 2 - liña de extremo sen accionamento 3 - liña de vibración do eixe non impulsor
3. Análise da causa e método de tratamento
Despois de comprobar e analizar a tendencia de flutuación da temperatura dos rodamentos da turbina de vapor, e eliminar os problemas de visualización de instrumentos no lugar, as flutuacións do proceso, a transmisión estática do desgaste das escobillas da turbina de vapor, as flutuacións da velocidade do equipo e a calidade das pezas, as principais razóns para as flutuacións de temperatura dos rodamentos. son:
3.1 Razóns para o aumento da temperatura do rodamento lateral non impulsor no extremo de baixa presión do expansor
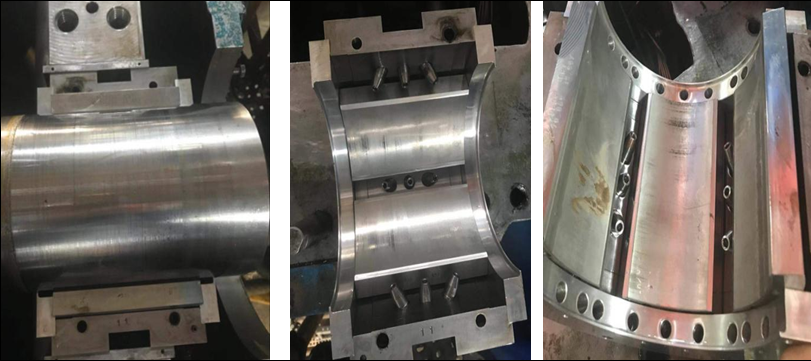
3.1.1 A inspección de desmontaxe comprobou que a distancia entre o rodamento e o eixe e a holgura de engranaxe dos dentes da engrenaxe eran normais.Excepto polo verniz sospeitoso na superficie de apoio do lado non impulsor no extremo de baixa presión do expansor (ver Figura 3), non se atoparon anormalidades noutros rodamentos.

Figura 3 Imaxe física do rodamento do extremo non motor e do par cinemático do expansor
3.1.2 Dado que o aceite lubricante foi substituído durante menos dun ano, a calidade do aceite superou a proba antes de conducir.Co fin de eliminar dúbidas, a empresa enviou o aceite lubricante a unha empresa profesional para probas e análises.A empresa profesional confirma que o accesorio na superficie de soporte é un verniz precoz, MPC (índice de propensión ao verniz) (ver Figura 4)
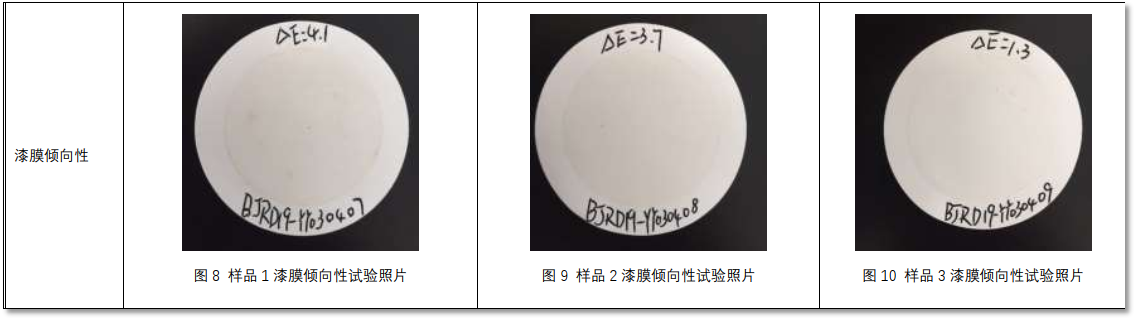
Figura 4 Informe de análise da tecnoloxía de seguimento de aceite emitido pola tecnoloxía profesional de seguimento de aceite
3.1.3 O aceite lubricante utilizado no expansor é o aceite de turbina Shell Turbo No. 46 (aceite mineral).Cando o aceite mineral está a alta temperatura, o aceite lubricante óxido e os produtos de oxidación reúnense na superficie do arbusto do rodamento para formar un verniz.O aceite lubricante mineral está composto principalmente por substancias hidrocarbonadas, que son relativamente estables a temperatura ambiente e baixa temperatura.Non obstante, se algunhas moléculas de hidrocarburos (incluso un número moi reducido) sofren reaccións de oxidación a altas temperaturas, outras moléculas de hidrocarburos tamén sufrirán reaccións en cadea, que é unha característica das reaccións en cadea de hidrocarburos.
3.1.4 Os técnicos do equipo realizaron investigacións sobre o soporte do corpo do equipo, a tensión en frío das conducións de entrada e saída, a detección de fugas do sistema de aceite e a integridade da sonda de temperatura.E substituíu un conxunto de rodamentos no extremo non accionador do lado de baixa presión do expansor, pero despois de conducir durante un mes, a temperatura aínda alcanzou os 110 ℃, e despois houbo grandes flutuacións de vibración e temperatura.Realizáronse varios axustes para aproximarse ás condicións previas ao reequipamento, pero case sen ningún efecto (ver Figura 5).

Figura 5 Gráfico de tendencias dos indicadores relacionados do 13 de febreiro ao 29 de marzo
o fabricante MAN Turbo, nas condicións actuais de traballo do expansor, se o volume de aire de admisión é estable en 120 t/h, a potencia de saída é de 8000kw, o que está relativamente preto da potencia de saída do deseño orixinal de 7990kw en condicións normais de traballo;Cando o volume de aire é de 1 30 t/h, a potencia de saída é de 8680kw;se o volume de aire de admisión é de 1 46 t/h, a potencia de saída é de 9660 kW.Dado que o traballo realizado polo lado de baixa presión representa dous terzos do expansor, o lado de baixa presión do expansor pode estar sobrecargado.Cando a temperatura supera os 110 °C, o valor de vibración cambia drasticamente, o que indica que o verniz recén formado na superficie do eixe e da casquiña do rodamento está raiado durante este período (ver Figura 6).
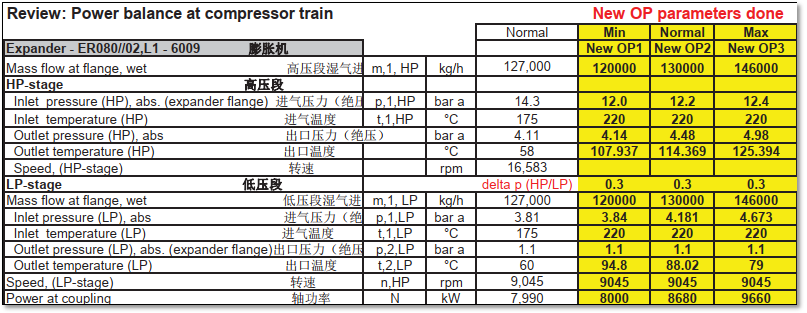
Figura 6 Táboa de balance de potencia da unidade de expansión
3.2Análise de mecanismos de problemas existentes
3.2.1 Como se mostra na Figura 7, pódese ver que o ángulo incluído entre a dirección de vibración leve do fulcro do bloque de tella e a liña de coordenadas horizontal no sistema de coordenadas é β, o ángulo de balance do bloque de tella é φ , e o sistema de soporte da almofada inclinable composto por 5 tellas, cando a tella Cando a almofada está sometida á presión da película de aceite, xa que o fulcro da almofada non é un corpo ríxido absoluto, a posición do fulcro da almofada despois da deformación por compresión será produce un pequeno desprazamento ao longo da dirección xeométrica da precarga debido á rixidez do fulcro, cambiando así a holgura do rodamento e o grosor da película de aceite [1]] .
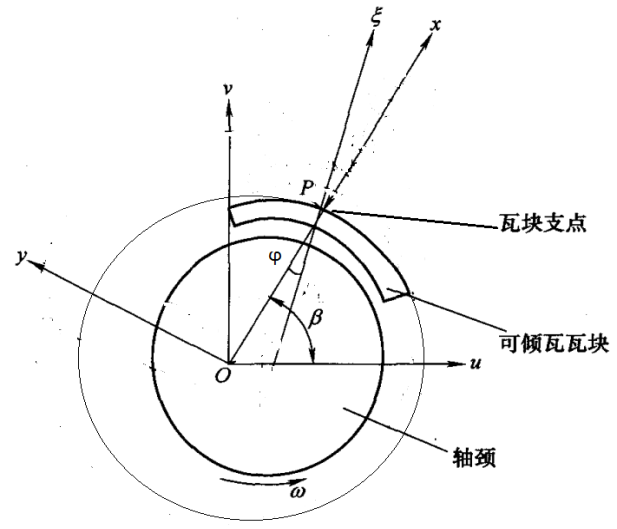
Fig. 7 Sistema de coordenadas dun só pad de rodamento basculante
3.2.2 Na figura 1 pódese ver que o rotor é unha estrutura de viga en voladizo e o impulsor é o principal compoñente de traballo.Dado que o lado do impulsor é o lado de condución, cando o gas se expande para facer o traballo, o eixe xiratorio do lado do impulsor está nun estado ideal no arbusto do rodamento debido ao efecto da amortiguación do gas, e a brecha de aceite segue sendo normal.No proceso de engranaxe e transmisión de par entre as engrenaxes grandes e pequenas, con este como fulcro, o movemento libre radial do eixe lateral non impulsor estará limitado en condicións de sobrecarga e a súa presión de película lubricante é maior que a doutros rodamentos, facendo este lugar lubricado A rixidez da película aumenta, a taxa de renovación da película de aceite diminúe e a calor de fricción aumenta, o que resulta nun verniz.
3.2.3 O verniz do aceite prodúcese principalmente de tres formas: oxidación do aceite, "microcombustión" do aceite e descarga local a alta temperatura.O verniz debe ser causado pola "microcombustión" do aceite.O mecanismo é o seguinte: unha certa cantidade de aire (xeralmente menos do 8%) disolverase no aceite lubricante.Cando se supera o límite de solubilidade, o aire que entra no aceite existirá no aceite en forma de burbullas en suspensión.Despois de entrar no rodamento, a alta presión fai que estas burbullas experimenten unha rápida compresión adiabática e a temperatura do fluído aumenta rapidamente para provocar a "microcombustión" adiabática do aceite, o que resulta en insolubles de tamaño extremadamente pequeno.Estes insolubles son polares e tenden a adherirse ás superficies metálicas para formar vernices.Canto maior sexa a presión, menor será a solubilidade da materia insoluble, e máis doado é a precipitación e a sedimentación para formar un verniz.
3.2.4 Coa formación do verniz, o grosor da película de aceite en estado non libre está ocupado polo verniz e, ao mesmo tempo, a velocidade de renovación da película de aceite diminúe e a temperatura aumenta gradualmente, o que aumenta. a fricción entre a superficie do arbusto do cojinete e o eixe e o verniz depositado provoca unha mala disipación da calor e o aumento da temperatura do aceite leva a unha temperatura elevada do arbusto do cojinete.Ao final, o xornal frega contra o verniz, o que se manifesta en violentas flutuacións na vibración do eixe.
3.2.5 Aínda que o valor MPC do aceite expansor non é elevado, cando hai un verniz no sistema de aceite lubricante, a disolución e precipitación das partículas de verniz no aceite está limitada debido á limitada capacidade do aceite lubricante para disolverse. as partículas de verniz.É un sistema de equilibrio dinámico.Cando chega a un estado saturado, o verniz colgará do rodamento ou da almofada do rodamento, provocando a flutuación da temperatura da almofada do rodamento, o que é un perigo oculto importante que afecta o funcionamento seguro.Pero debido a que se adhire á almofada de rodamento, é unha das razóns para o aumento da temperatura da almofada.
4 Medidas e contramedidas
Eliminar a acumulación de verniz no rodamento pode garantir que o rodamento da unidade funcione a unha temperatura controlada.A través da investigación e comunicación con moitos fabricantes de equipos de eliminación de verniz, escollemos Kunshan Winsonda, que ten un bo efecto de uso e reputación no mercado, para producir adsorción electrostática WVD-II + adsorción de resina, que é un equipo de eliminación de verniz composto para eliminar a pintura.membrana.
Os purificadores de aceite da serie WVD-II combinan eficazmente a tecnoloxía de purificación por adsorción electrostática e a tecnoloxía de intercambio iónico, solucionan o verniz disolto mediante adsorción de resina e solucionan o verniz precipitado mediante adsorción electrostática.Esta tecnoloxía pode minimizar o contido de lodos nun curto período de tempo, nun curto período de varios días, o sistema de lubricación orixinal que contén unha gran cantidade de lodos/verniz pode ser restaurado ao mellor estado de funcionamento e o problema do lento aumento do pódese resolver a temperatura do rodamento de empuxe causada polo verniz.Pode eliminar e evitar eficazmente os lodos de aceite solubles e non solubles xerados durante o funcionamento normal da turbina de vapor.
Os seus principios principais son os seguintes:
4.1 Resina de intercambio iónico para eliminar o verniz disolto
A resina de intercambio iónico está composta principalmente por dúas partes: esqueleto de polímero e grupo de intercambio iónico.O principio de adsorción móstrase na Figura 8,
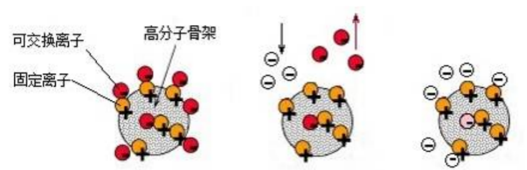
Figura 8 Principio de adsorción de resinas de interacción ión
O grupo de intercambio divídese nunha parte fixa e outra móbil.A parte fixa está unida á matriz polimérica e non pode moverse libremente, e convértese nun ión fixo;a parte móbil e a parte fixa combínanse mediante enlaces iónicos para converterse nun ión intercambiable.Os ións fixos e os ións móbiles teñen cargas opostas respectivamente.No arbusto do rodamento, a parte móbil descompónse en ións que se moven libremente, que intercambian con outros produtos de degradación coa mesma carga, de xeito que se combinan cos ións fixos e quedan firmemente adsorbidos na base de intercambio.No grupo, é eliminado polo aceite, verniz disolto eliminado por adsorción de resina de intercambio iónico.
4.2 Tecnoloxía de adsorción electrostática para eliminar o verniz en suspensión
A tecnoloxía de adsorción electrostática utiliza principalmente un xerador de alta tensión para xerar un campo electrostático de alta tensión para polarizar as partículas contaminadas do aceite para mostrar cargas positivas e negativas respectivamente.As partículas neutras son espremidas e movidas polas partículas cargadas e, finalmente, todas as partículas son adsorbidas e unidas ao colector (ver Figura 9).
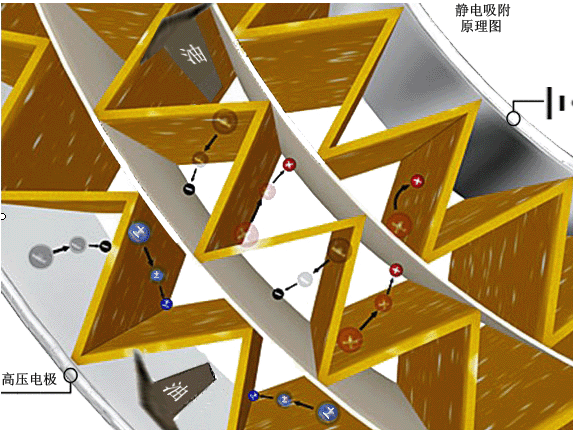
Figura 8 Principio da tecnoloxía de adsorción electrostática
A tecnoloxía de limpeza de aceite electrostática pode eliminar todos os contaminantes insolubles, incluídas as impurezas particuladas e o verniz en suspensión producido pola degradación do aceite.Non obstante, os elementos filtrantes tradicionais só poden eliminar partículas grandes coa precisión correspondente e é difícil eliminar submicras. nivel de verniz suspendido.
Este sistema pode resolver completamente o verniz precipitado e depositado na almofada do rodamento, resolvendo así completamente a influencia da temperatura da almofada do rodamento e os cambios de vibración causados polo verniz, para que a unidade poida funcionar de forma estable durante un longo período de tempo.
5 Conclusión
A unidade de eliminación de verniz WSD WVD-II púxose en uso, a través de dous anos de observación de funcionamento, a temperatura do rodamento sempre se mantivo nuns 90 °C e a unidade permaneceu en funcionamento normal.Atopouse unha película de verniz (ver Figura 10).
A imaxe física da desmontaxe do rodamento despois de instalar a eliminación de verniz
equipamento
referencias:
[1] Liu Siyong, Xiao Zhonghui, Yan Zhiyong e Chen Zhujie.Simulación numérica e investigación experimental sobre las características dinámicas de rodamientos de almohadilla basculante elástica de pivote [J].Chinese Journal of Mechanical Engineering, outubro de 2014, 50(19):88.
Hora de publicación: 13-12-2022